

Durante l’operazione di stampaggio a freddo tramite stampi progressivi, va posta particolare attenzione alla fase di avanzamento della lamiera. Anche quando lo stampo è progettato al meglio per far fronte ad usura di punzoni e matrici, un errore di alimentazione può risultare critico e causare rotture e conseguenti fermi macchina, specialmente quando si ha a che fare con operazioni di coniatura, pieghe complesse o spessore della materia prima elevato.

Figura 1: interno di uno stampo progressivo
L’avanzamento della lamiera è solitamente effettuato tramite dispositivi pneumatici, meccanici o elettronici. Ad ogni colpo della pressa, l’alimentatore fa avanzare il nastro per una lunghezza che corrisponde al passo dello stampo. Un errore di alimentazione fa sì che punzoni e matrici agiscano su una porzione di lamiera diversa da quella per i quali sono stati progettati, sollecitando in maniera imprevista gli utensili.
D’altro canto, un errore di alimentazione può essere sia causa che conseguenza di una rottura, pertanto è indice che si è verificata una condizione critica e che è quindi necessario fermare immediatamente la pressa.
In questo articolo vedremo quali sono le tecniche utilizzate per ridurre al minimo il rischio di rottura dovuto ad errori di avanzamento nastro.
I tre metodi principali per rilevare gli errori di alimentazione
- Pilota salva stampo
I punzoni pilota nello stampo hanno la funzione di posizionare con precisione la lamiera durante la fase di chiusura dello stampo, agendo su dei fori eseguiti solitamente nei primi passaggi. In base al diametro dei punzoni pilota, essi sono in grado di far fronte a piccoli scostamenti della lamiera, solitamente nell’ordine di qualche decimo di millimetro (in funzione anche del tipo di alimentatore utilizzato). Quando lo scostamento è superiore, il pilota non riesce a posizionare la lamiera.
È tuttavia possibile dedicare ad un pilota la funzione di “salva stampo”, installandolo con una molla di rientro anziché come punzone pilota rigido. Quando lo stampo si chiude, se il pilota salva stampo trova la lamiera piena anziché un foro, esso rientra agendo su un interruttore (normalmente chiuso) che ferma la pressa.
- Tonnellaggio della pressa
La maggior parte delle presse moderne hanno la possibilità di impostare un limite di sicurezza al tonnellaggio, oltre il quale la pressa si ferma. Pertanto, se durante l’operazione di stampaggio la forza richiesta supera quella prevista, la macchina andrà in allarme.
- Sensore micron
È possibile installare un sensore che misura con precisione l’altezza alla quale lo stampo si chiude. Se un errore di alimentazione causa l’ingobbamento della lamiera nello stampo, lo stampo si chiude prima ed il sensore interviene aprendo un contatto.
- Interruttore a leva/flessibile
È possibile installare, all’ingresso dello stampo, un sensore in grado di rilevare se la lamiera si ingobba a causa dell’impossibilità di avanzare. Questo metodo è adatto per passi stampo elevati e spessori lamiera bassi, ovvero nei casi in cui un impedimento all’avanzamento fa sì che il nastro si incurvi. Questa soluzione, similmente alla precedente, non è in grado di rilevare avanzamenti scarsi dovuti esclusivamente a problemi dell’alimentatore, come può essere lo scorrimento del nastro tra le ganasce.
Il sistema più adatto va scelto in base al tipo di stampo e all’esperienza del costruttore. Va però detto che il limite di tutti questi metodi risiede nell’inerzia della pressa: fermare la mazza non è un’operazione istantanea, viste le masse in gioco, pertanto, una volta rilevato l’errore di avanzamento, potrebbe essere già troppo tardi.
Il metodo del pilota salva stampo può risultare efficace per velocità di stampaggio basse e su presse con una bassa inerzia, oltre ad essere di facile implementazione.
La misura del tonnellaggio della pressa, invece, avviene a stampo completamente chiuso, pertanto non permette di evitare il primo colpo critico, ma solo i successivi. Può essere comunque utile nel caso in cui bisogna valutare condizioni che causano un progressivo aumento degli sforzi di stampaggio.
Anche il micron di posizione, in modo simile al pilota salva stampo, non può garantire lo stop in tempo utile della macchina.
Qual è dunque la soluzione definitiva?
Per operazioni veloci e complesse, occorre essere in grado di controllare che l’avanzamento sia stato effettuato correttamente quando la pressa è ancora in fase di ascesa, o comunque, ancora in prossimità del punto morto superiore, in modo da poterla fermare in tempo.
Per fare ciò, è necessario conoscere la posizione della pressa, la durata della fase di alimentazione e la posizione esatta della lamiera. Per le prime due si fa solitamente ricorso a PLC più encoder in modo da sincronizzare con precisione l’avanzamento nastro ed il controllo salva stampo con la posizione della mazza.
La parte più critica è conoscere la posizione della lamiera all’interno dello stampo. Per fare ciò, si può ricorrere a degli interruttori di fine corsa che agiscono direttamente, o tramite leverismi, su degli intagli ricavati sulla bandella. In alcuni casi è possibile progettare lo stampo in modo che, le geometrie generate dai tagli progressivi, possano essere sfruttate in tal senso. Quando ciò non è possibile, va previsto un punzone che realizzi un intaglio dedicato, sul quale va posizionato il sensore al passo successivo.
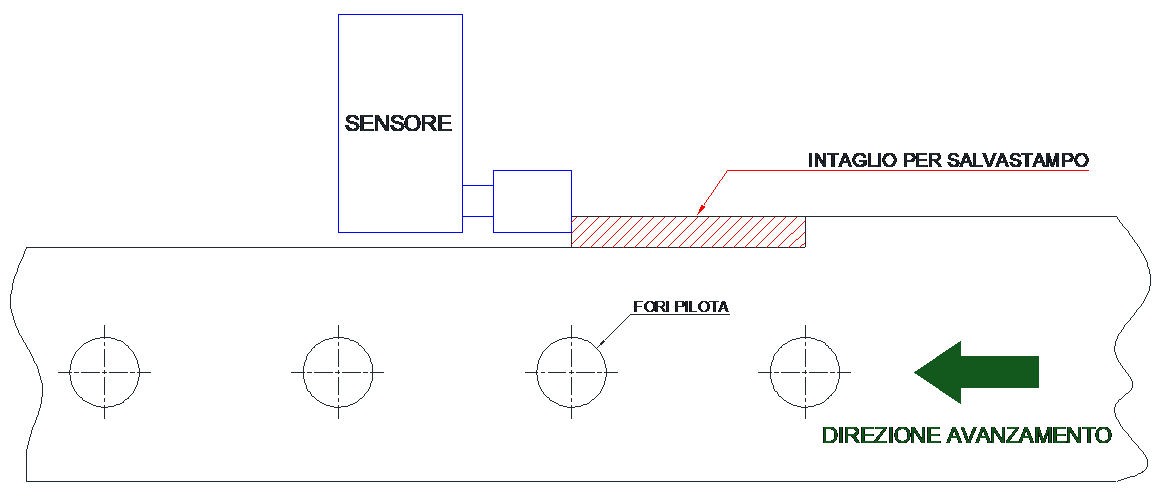

Figura 2: intaglio dedicato alla funzione di salvastampo
Come visibile nell’immagine, a volte ciò comporta l’utilizzo di una materia prima di maggior larghezza, occorre pertanto sempre valutare il rapporto costi/benefici, tenendo a mente che, in molti casi, il maggior costo del materiale è compensato dalla minor manutenzione e dai minori fermi macchina dovuti a rotture dello stampo.