
Nell’articolo sul dispositivo salvastampo, abbiamo visto come la fase di avanzamento del nastro sia critica ai fini del processo di stampaggio e tranciatura.
La fase di avanzamento lamiera è affidata ad un dispositivo, detto alimentatore, collocato sullo stesso lato della pressa dove viene posizionato il coil di materia prima. Solitamente, esso è preceduto da un raddrizzatore, un dispositivo meccanico che tramite rulli riduce la curvatura della lamiera dopo che viene srotolata dalla bobina.
Esistono tre tipi di alimentatori:
- Pneumatico
- Meccanico
- Elettronico
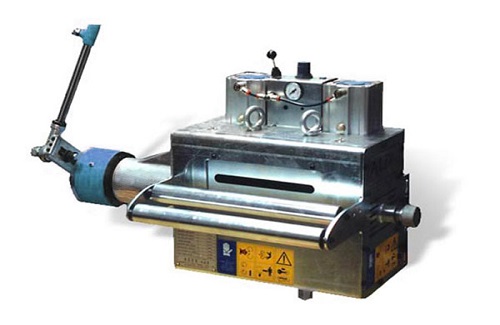
Avanzamento pneumatico
L’avanzamento pneumatico è il tipo più diffuso, grazie al suo costo relativamente basso ed alla sua versatilità che ne consente l’utilizzo con materia prima di diversi spessori. Esso è costituito da due pinze, una fissa ed una mobile. La pinza fissa ha il compito di bloccare il nastro durante la lavorazione. In fase di apertura della pressa, la pinza mobile fa avanzare la lamiera per una lunghezza che corrisponde al passo dello stampo. La regolazione del passo viene solitamente effettuata tramite una ghiera filettata.
Sia la chiusura delle pinze che l’avanzamento sono affidati a pistoni pneumatici, che possono essere azionati da valvole a comando pneumatico o elettrico. Nel primo caso, la sincronizzazione tra la pressa e l’avanzamento è solitamente effettuata tramite camme meccaniche poste sull’albero della pressa. Nel secondo caso invece, la sincronizzazione può essere effettuate tramite PLC ed encoder, il che consente un controllo più preciso.
Gli avanzamenti pneumatici non sono estremamente precisi, il peso e la tensione del nastro possono causare delle leggere variazioni nel passo. Questo problema può essere in parte compensato aprendo la pinza fissa in fase di chiusura dello stampo, così da permettere ai punzoni pilota di centrare la bandella.
In lavorazioni dove la velocità di stampaggio è alta e dove la sincronizzazione tra l’alimentazione e le altre fasi è critica, l’avanzamento pneumatico può rappresentare un limite in quanto l’azionamento ad aria introduce sempre un piccolo ritardo.
Avanzamento meccanico
Gli avanzamenti di tipo meccanico sono solitamente utilizzati per produzioni ad alto volume, dove la velocità è un fattore critico. La movimentazione del nastro avviene tramite rulli, il cui moto deriva dall’albero della pressa tramite dei cinematismi.
Vengono solitamente forniti dal produttore insieme alla pressa e consentono di raggiungere velocità di stampaggio e precisione di passo molto elevate.
Avanzamento elettronico


Essi possono memorizzare un numero elevato di programmi i quali vengono poi richiamati in fase di setup, riducendo notevolmente i tempi di attrezzaggio.
Gli avanzamenti elettronici sono relativamente veloci, ma non quanto quelli di tipo meccanico. Ovviamente maggiore è il passo stampo, più tempo sarà necessario per completare la fase di avanzamento.
Uno dei grandi vantaggi è la possibilità di sincronizzare alla perfezione l’avanzamento con la posizione della pressa, il che permette di ottimizzare i tempi ciclo, specialmente su stampi che includono meccanismi automatizzati per operazioni ausiliarie.
Un altro vantaggio è la possibilità di regolare finemente il passo e quindi la progressione bandella in run-time, senza fermare la produzione.
Esistono inoltre degli avanzamenti elettronici a zig-zag, ovvero con movimentazione su due assi, che consentono di ottimizzare l’utilizzo del materiale, riducendo lo sfrido fino al 13%. Questo tipo di alimentazione è spesso utilizzata per imbutiture progressive in stampi transfer dove l’operazione iniziale è la tranciatura di un disco in lamiera.
In ultima analisi, uno dei grandi benefici è la sua sensibilità alla forza richiesta per far avanzare il nastro. Se si verifica un problema o una rottura nello stampo, l’alimentatore è in grado di rilevare l’anomalia e torna al passo precedente. In questo modo, anche se l’inerzia della pressa non consente lo stop immediato, possono essere evitate rotture critiche dello stampo e degli utensili. Questo può risultare un grande vantaggio sia per quanto riguarda i costi diretti di riparazione che nei tempi di fermo macchina.