
La tranciatura dei metalli è l’operazione di formatura a freddo più severa che possa essere eseguita con uno stampo.
Durante il taglio mediante punzoni di tranciatura, la lamiera viene inizialmente deformata ed in seguito tranciata, ecco perché viene utilizzato il termine formatura e non semplicemente “taglio”. Quando il punzone entra in contatto con la lamiera, esso compenetra nel materiale e ne causa la deformazione, generando sul bordo del particolare una sezione dall’aspetto lucido, detto zona di tranciatura. Quando il punzone penetra di una certa quantità, la sezione resistente si assottiglia e viene raggiunto il carico di rottura del materiale il quale cede all’istante generando, sul bordo, una zona di frattura dall’aspetto opaco e ruvido.
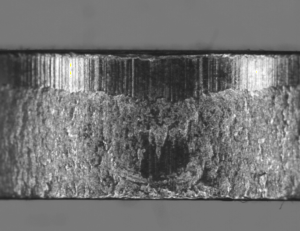

La tranciatura non solo richiede uno sforzo maggiore rispetto alle altre operazioni di formatura come piegatura e imbutitura, ma produce anche maggiori shock e vibrazioni, i quali devono essere assorbiti dallo stampo e dalla pressa senza che ci siano rotture o danni ai componenti. Va da se che più il carico di rottura della lamiera è elevato, maggiore sarà lo sforzo di tranciatura.
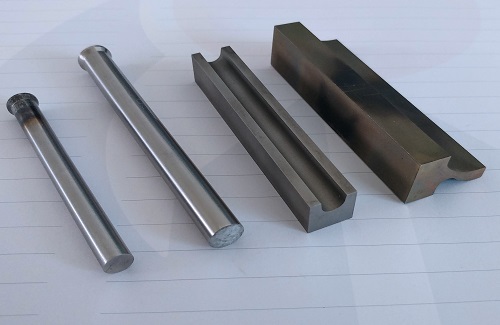
Come facilmente intuibile, i punzoni, ovvero gli utensili che agiscono sulla lamiera compenetrando in una forma complementare detta matrice, devono far fronte a sforzi molto elevati, ed oltre alla normale usura per attrito possono essere soggetti a rotture o scheggiature.
La pressa: qual è la giusta macchina da utilizzare?
La scelta di una pressa adatta alla lavorazione da effettuare è fondamentale: assicurarsi sempre che la pressa in sia buone condizioni di lavoro e che subisca minime flessioni e vibrazioni quando sotto carico.
Se si devono eseguire delle piegature semplici o tagli a basso tonnellaggio può essere sufficiente utilizzare una pressa a collo di cigno, ma se il lavoro necessità di una forza maggiore o quando il gioco tra punzone e matrice è minimo, questa tipologia non è adatta.
Con l’aumentare del tonnellaggio, è preferibile utilizzare una pressa monolitica, la cui mazza scorre su 4 montanti, la quale è in grado di far fronte a sollecitazioni e vibrazioni più elevate.
Inoltre, per applicazioni di alta precisione e ad alta velocità, è possibile ricorrere a presse speciali, con azionamento a leverismo e mazza guidata su 4 colonne, particolarmente adatte anche per l’impiego di utensili in metallo duro.
La scelta dei materiali per punzoni
I punzoni di tranciatura, oltre ad avere una buona resistenza all’usura, il che richiede elevata durezza, devono essere abbastanza tenaci per resistere a scheggiature e rotture. Esistono degli acciai fortemente legati adatti allo scopo, come ad esempio l’acciaio da bonifica 1.2080 o 1.2379.
Una caratteristica fondamentale per la buona riuscita del taglio è la scelta del gioco tra punzone e matrice: essa dipende principalmente dal tipo e dallo spessore di materiale da tagliare. Per i fori, va tenuto conto che man mano che il diametro da ottenere diminuisce e si avvicina allo spessore del materiale, il gioco deve aumentare.
Trattamenti termici e taglio con elettroerosione a filo
I punzoni vengono prodotti tramite taglio con elettroerosione a filo da un blocco di acciaio che è stato sottoposto a trattamento termico di bonifica, ovvero tempra più rinvenimento. E’ pertanto fondamentale che la materia prima sia uniforme in termini di durezza e non presenti tensioni interne. In alcuni caso potrebbe essere necessario tener conto dell’anisotropicità del materiale dovuta ai processi di fabbricazione.
Il processo di elettroerosione (wire EDM – Electrical Discharge Machining) può causare dei danni che causano rotture premature. A livello microscopico, le scariche elettriche che eseguono il taglio danno origine a delle micro fusioni e fessurazioni sulla superfice del punzone. Dato che questo processo avviene in acqua, il metallo subisce localmente uno shock termico che lo rende duro e fragile in superfice. In alcuni casi, può essere utile effettuare un rinvenimento post-EDM per ripristinare la tenacità del punzone.
La fisica della tranciatura, consente ai costruttori di stampi di prendere giuste decisioni, basate su dati e sull’esperienza, durante la fase di ingegnerizzazione e risoluzione problemi di uno stampo di tranciatura.