

How to optimize turning operations to limit tool wear and to obtain high quality metal parts
Tool life is important for cost containement in turning metalworking. The tool’s wear depends on serveral factors and it has repercussions on the quality of the workpieces. Let’s see some hints to keep tool wear under control.
Cutting data
First of all, it is fundamental to control the main cutting parameters (cutting speed, feed and depth) to reduce cutting time, the number of passes and the heat.
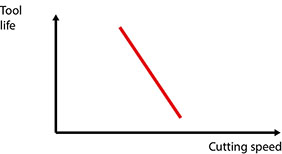
Fig.1 – Cutting speed graph
Choosing a low cuttiing speed (fig.1) can lead to a noticeable reduction of cutting edges life. For this reason, it is raccomanded to work at the highest design cutting speed provided by the tool producer. Moreover, the finishing of the surface can be bad if the cutting speed is too low, the production time grows up and it can lead to a built-up edge. On the contrary, a too high value leads to a fast wear and plastic deformation of the tool.
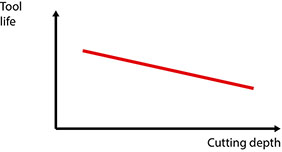
Fig.2 – Cutting depth graph
The cutting depth (fig.2), if too low, can lead to vibrations and high temperature. If too high, instead, there is risk of insert breakage caused by stresses on the tool, besides a higher power consumption. Moreover, the cutting depth must be always greater than the nose radius, to minimize mechanical stress on the insert.
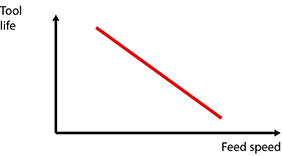
Fig.3 – Feed speed graph
It is suggested to execute a gradual approach on the workpiece, to limit risk of breakage. The feed speed (fig.3) can be subsequently incremented to improve chip control, a feature that will be discussed next.
Chip control
Machinability is the ease with which a material can be crafted via chip removal. Materials that generate a short chip, that is a self breaking chip, are more easier to cut. Other materials, with high mechanical resistance, can generate longer chips that make the operations harder.
There are three cases of chip breaking:
- self breaking, the most desiderable;
- breaking agains the workpiece, that causes a bad finishing;
- breaking against the tool, that can reduce tool life.
Beyond the material properties, the main aspects that influences machinability are:
- Feed speed: as mentioned above, feed speed plays a big role on chip control. A higher feed speed leads to shorter and stiff chips, favoring self breaking.
- Cutting speed: also the cutting speed, if raised, can improve chip control.
- Insert geometry: the inserts have a geometry designed for chip breaking control.
- Nose radius and entering angle: a smaller nose radius controls the chip better. The entering angle, instead, controls the direction of chips, avoid its breakage against the workpiece.
When to use cutting fluid and coolant?
The main functions of the cutting fluid are cooling, chip evacuation and lubrification between workpiece and tool. The benefits of using cutting fluid in turning are evident in high-productivity applications, with strict tolerances and with high quality finishing
To take advange of cutting fluid, it is important to:
- set the right pressure which guarantees chip breaking;
- use only tools designed to operate with cutting fluid and, if possibile, with targeted jets;
- adjust the flow depending on the delivery area.
The last two aspects are necessary to avoid thermal shocks and cracks on cutting edge.
Vibration control
Vibrations cause a fast wear of the insert and a poor surface finishing. This problem can especially occur during internal surface operations like boring.
The main causes are:
- A low entering angle;
- A too large nose radius;
- Edge not sharp enough/unsuitable coating;
- A too high cutting speed.
Gima Spa turning: steel, brass, aluminium and other materials
The productive process inside an automatic turning facility with high volume production of metal parts, must be optimized to ensure high quality and low cost to customers.

Gima Spa produces, since 1960, turned metal parts for every industrial need, thanks to a machine fleet of over 150 units.
In the same facility, beside turning, Gima Spa executes other metalworking operations like milling, grinding, rolling, knurling, checkering, and broaching. Visit the turning page for more information about metalworking.